


15
2023
-
11
[Technical Post] Research on Anti-corrosion Technology of a Foreign Automobile Thrusher Rod
In view of the anti-corrosion requirements of a foreign automobile thrust rod, the electrophoresis and spraying processes are compared and verified, and the results show that the Shield880 spraying process can meet the anti-corrosion requirements, while the electrophoretic single coating process can not meet the anti-corrosion requirements.
Author:
0 Introduction
Automobile thrust rod is one of the key components of multi-axle commercial vehicle balance suspension. It plays a vital role in the three aspects of vehicle force transmission, limit and vibration isolation. With the rapid development of the automobile industry and the increasing requirements, the anti-corrosion performance of automobiles is becoming more and more important. Different automobile manufacturers have different requirements and evaluation criteria for anti-corrosion, and in general, foreign automobiles have higher requirements for anti-corrosion than domestic automobiles. The research object of this paper is the coating process of a foreign automobile thrust rod.
1 foreign automobile thrust rod and anti-corrosion requirements
Introduction of a foreign thrust rod product in 1.1
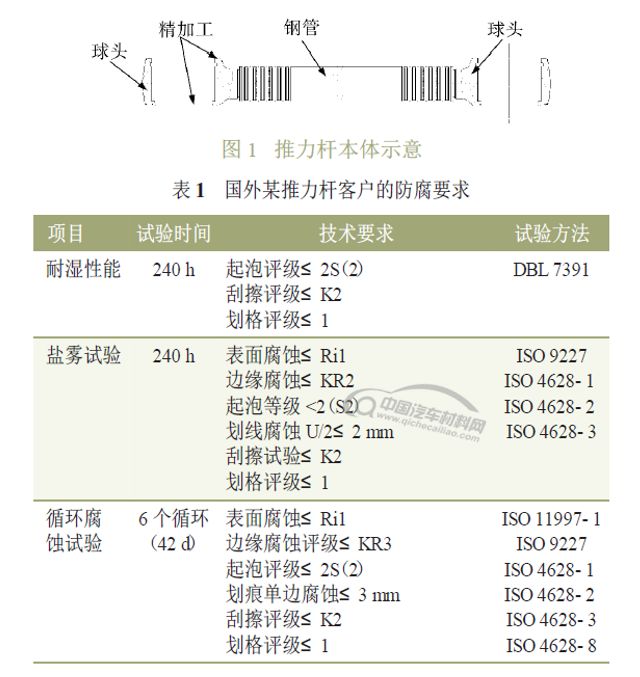
The body of the automobile thrust rod is mainly composed of a ball head and a sleeve, as shown in the figure.1. It is made by riveting 2 ball heads and 1 steel pipe after high temperature heating. The ball head is ductile iron EN-GJS-500-7; steel pipe is E355 N.
1.2 Anti-corrosion Requirements of a Foreign Customer of Thrusher Rod
The anti-corrosion requirements of a foreign thrust rod customer are shown in the table.1 listed.
1.3 Anti-corrosion Requirements of Thrusher Rod in Domestic Automobile Industry
Anti-corrosion requirements of thrust rod in domestic automobile industry are shown in the table2 listed.
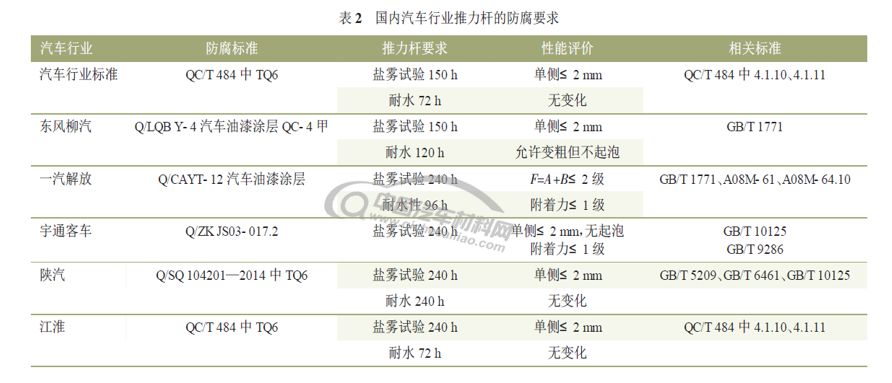
From Table1 and Table 2 show that the domestic thrust rod anti-corrosion standards are mainly salt spray and water resistance evaluation, while the anti-corrosion of foreign thrust rod customers in addition to salt spray test, there are moisture resistance requirements and cyclic corrosion test, especially the cyclic corrosion time is as long as 42d.
2 Verification of electrophoresis anticorrosion process for a foreign thrust rod
2.1 process flow
Pre-degreasing→ degreasing (ultrasonic) → soaking water washing 1 → soaking water washing 2 → surface adjustment → phosphating → spray water washing 3 → soaking water washing 4 → pure water washing → electrophoresis → UF water washing 1 → UF water washing 2 → pure water washing → drying.
2.2 electrophoresis manufacturers
Xiangtan Keli and Changsha Lirong, both adoptedPPG electrophoretic paint.
2.3 test equipment
JYT-50TT260 coating thickness gauge, JYT-54GT-7004-L salt spray test chamber, JYT-81 programmable constant temperature and humidity test chamber, etc.
Evaluation of anti-corrosion performance of 2.4
2.4.1 Evaluation of moisture resistance
PressThe moisture resistance test shall be carried out according to the requirements of the ISO6270-2CH for 240h, and the test and evaluation shall be carried out according to the 6.2, 6.3 and ISO4628-2 of the DBL7391 (customer coating standard).
2.4.2 Salt spray evaluation
The temperature of the test chamber is35 ℃; The saturated barrel temperature is 47 ℃; The spray pressure is 0.10~0.15MPa; The test solution is (50±5)g/L NaCl aqueous solution, the water is deionized water, the NaCl is analytically pure, the pH is 6.5~7.2, and the spray amount is 1.0~2.0mL/(80cm2 · h); The surface of the salt spray sample is 15~25 with the vertical direction; after the salt spray test, take out the sample, place it for 30min, rinse the residual salt solution on the surface of the sample with tap water, and gently absorb water with paper to check the sample. Inspection and evaluation shall be carried out according to the 5.9, ISO9227:2012, ISO4628-1:2003, ISO4628-2:2003, ISO4628-3:2003 and ISO4628-8:2012 of the DBL7391 (customer coating standard).
2.4.3 Cyclic corrosion evaluation
Test conditions:35 ℃ salt spray × 24h → 40 ℃, relative humidity 100 × 8h → 23 ℃, relative humidity 50% × 16h → 40 ℃, relative humidity 100 × 8h → 23 ℃, relative humidity 50% × 16h → 40 ℃, relative humidity 100 × 8h → 23 ℃, relative humidity 50% × 16h → 40 ℃, relative humidity 100 × 8h → 23 ℃, relative humidity humidity 50% × 16h → 23 ℃, relative humidity 50% × 48h, this is taken as one cycle. After a total of 6 cycles, inspection and evaluation shall be carried out according to the DBL7391 (customer coating standard) of 5.9, ISO9227:2012, ISO4628-1:2003, ISO4628-2:2003, ISO4628-3:2003 and ISO4628-8:2012.
Anti-corrosion performance of 2.5 electrophoresis process
Anticorrosion performance of a foreign object sample of thrust rod by electrophoresis process is shown in Table3 listed.

2.6 test results
1) It can be seen from Table 3 that the physical samples trial-produced by the two electrophoresis manufacturers are qualified in moisture resistance and salt spray performance, but the cyclic corrosion test is unqualified, that is, the electrophoresis process cannot meet the anti-corrosion requirements of this type of foreign thrust rod.
2) The main reason is that the ball head position is not qualified for corrosion, except for the casing surface (see Fig. 2).

Discussion on 2.7 Unqualified Anti-corrosion of a Foreign Thruster Electrophoresis Process
2.7.1 The anti-corrosion standard of a foreign thrust rod is higher than that of the same industry in China.
The key evaluation items for the anti-corrosion performance of chassis parts in domestic automobile main engine factories (such as FAW Jiefang, Yutong Bus, Dongfeng Liuqi, Shaanxi Automobile, Jianghuai, etc.) areFor 240h salt spray test, 504h salt spray resistance is required for some export models, but there is no evaluation requirement for cyclic corrosion. The anti-corrosion environment of the cyclic corrosion test, such as salt spray, high humidity, alternating temperature and humidity, is more demanding than the general salt spray, and the test time is up to 1000h.
2.7.2 Related to spherical head roughness
Generally speaking, the appropriate roughness is conducive to enhancing the adhesion of the coating, but from the perspective of anti-corrosion, the roughness value of the steel surface treatment should be controlled in the total thickness of the coating.25% ~ 30% range. The electrophoretic paint film is generally 20 ~ 30μm, and when the thickness of the paint film is thin and the roughness is large, the corrosion resistance of the coating may be affected. The samples with different roughness after shot blasting were selected and subjected to salt spray test evaluation after electrophoresis to examine the correlation between roughness and electrophoresis corrosion resistance. The results are listed in Table 4.
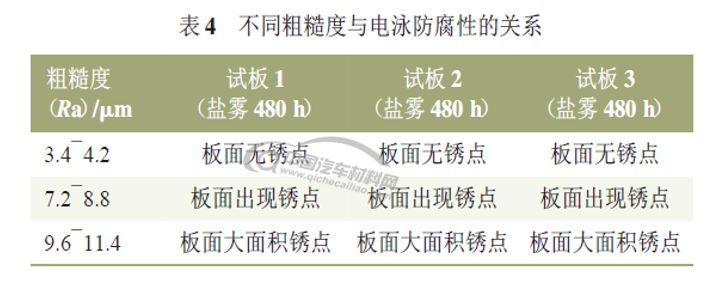
From Table4 It can be seen that under the same electrophoresis process conditions, the greater the roughness of the substrate, the worse the salt spray corrosion. However, the casing in the thrust rod product is not rusty and the ball head has more rusty area. The surface roughness of the casing is 3~4 μm, while the surface roughness of the ball head is 10~12 μm, showing the characteristics that the greater the roughness, the worse the salt spray resistance of the paint film. The reason for rust is that the surface state of the casting material is poor, and the roughness has a great influence on the corrosion resistance of the coating.
In addition, from the corrosion state of the thrust rod, the end surface of the ball head finishing surface is not rusted, and the rusted area is the rough surface of the ball head (unfinished), which is also related toThe law of "the greater the roughness, the worse the salt spray resistance of the paint film" is consistent.
2.7.3 Related to material composition of ball head
Through the material inspection of ball head and casing, it is found that the chemical composition of ball head and casing has obvious difference, see Table5 listed.

From Table5 It can be seen that the C content in the ball head is 13 to 17 times the C content in the casing, and the Si content in the ball head is 2 to 5 times the Si content in the casing. The high content of C and Si has a great influence on the phosphating process in the pretreatment of electrophoresis, resulting in low coverage of phosphating film (less than 50%) and coarse crystallization of the film. Phosphating film belongs to cathode protective film, cathodic protection is less than 50%, the exposed area of anode is larger, metal corrosion under the coating belongs to electrochemical corrosion, corrosion starts from the anode, the anode area of ball head is more than 50%, corrosion is of course rapid. In addition, the C element has great adsorption on the acid gas in the air (such as SO2, CO2), which leads to the increase of the acidity of the metal surface and the acceleration of corrosion. Carbon is also adsorptive to the electrolyte in water, and the presence of the electrolyte reduces the impedance of the corrosion current and accelerates the corrosion.
3 Anti-corrosion improvement process and verification of a foreign thrust rod
3.1 Test Scheme
1) Coating materials: Anticorrosive coatings with better anticorrosive performance than electrophoretic paint are selected, namely Shield880, Ametlock2 and 8455-0000503 different types of coatings.
2) Spraying process: pre-treatment adopts degreasing shot blasting treatment; For the joint area where the sleeve and the ball joint are riveted, manual brushing is adopted in advance to avoid the spraying from being in place. 2C1B coating process is adopted for overall spraying.
3) Appearance and film thickness: there is no sagging or leakage in appearance, and the film thickness is controlled at 60~100 μm.
4) Drying conditions: 80 ℃× 30min.
The test equipment and anti-corrosion performance evaluation method are the same as those of electrophoresis anti-corrosion verification.
Anti-corrosion performance of 3.2 spraying process
The anti-corrosion performance of a foreign thrust rod sample by spraying process is shown in the table.6 listed. It can be seen from Table 6 that the Shield880 painting process has the best anti-corrosion effect and can meet the anti-corrosion requirements of foreign thrust rod customers.

In addition, the color, gloss and chemical resistance of the coating also fully meet the requirements of customers. Therefore, the final selectionThe Shield880 painting process is used as the final coating process for this foreign thrust rod.
4 Conclusion
Domestic automobile thrust rod mainly uses water resistance test and salt spray test to evaluate the anti-corrosion performance of the product, while a foreign automobile thrust rod has the test requirements of cyclic corrosion in addition to the evaluation of moisture resistance test and salt spray test. In the selection of coating process should be based on the anti-corrosion requirements of different customers, combined with the product material, surface state, etc., as far as possible to select physical samples for testing and evaluation.
Key words:
RELATED INFORMATION
Changchun Jianbang Auto Parts Co., Ltd.
Address: No. 1611, Karen Lake Street, Jiutai District, Changchun City, Jilin Province